










Industrial Ultrasonic Cleaner: How Industrial Degreasing Systems Solve Stubborn Oil Contamination
Browse Volume:28 Classify:Support
Manufacturing facilities worldwide face persistent challenges with oil contamination on metal components, machinery parts, and precision instruments. Traditional cleaning methods often struggle with removing baked-on grease, cutting oils, and hydraulic fluid residues that accumulate in complex geometries and blind holes. Industrial ultrasonic cleaning machines offer a scientifically proven solution that combines mechanical energy with chemical action to eliminate even the most stubborn petroleum-based contaminants without damaging sensitive surfaces or requiring extensive manual labor.
Understanding Industrial Oil Contamination Types
Oil contamination in industrial settings manifests in various forms, each presenting unique removal challenges. Proper identification of contaminant types enables selection of appropriate cleaning parameters and solution chemistry.
Types of Industrial Oil Contamination
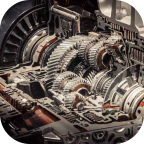
Mineral Oils and Petroleum-Based Lubricants
Mineral oils represent the most common industrial contaminants encountered in manufacturing environments. These petroleum-derived substances adhere tenaciously to metal surfaces through molecular attraction and physical entrapment in surface irregularities. Light machine oils may appear deceptively simple to remove, yet they often penetrate microscopic surface pores where conventional wiping or spray washing cannot reach. Heavier lubricating oils form thick films that require both mechanical agitation and chemical emulsification for complete removal.
Cutting Fluids and Machining Residues
Metal machining operations generate complex contamination consisting of cutting fluids mixed with metal particles, chips, and oxidation products. These residues often cure or polymerize on part surfaces when exposed to heat during machining operations. The resulting deposits exhibit chemical bonding to substrate materials, creating layers that resist simple solvent dissolution. Ultrasonic energy proves particularly effective at disrupting these bonded layers while simultaneously dislodging embedded metal particles from threaded holes and recessed features.
Heavy Grease and Carbon Deposits
Long-term exposure to high temperatures causes oils and greases to oxidize and carbonize, forming hard deposits that behave more like solid coatings than liquid contaminants. Engine components, heat exchangers, and manufacturing equipment frequently develop these stubborn carbon-oil composites. Traditional soaking methods achieve limited penetration into these deposits. The mechanical impact from collapsing cavitation bubbles provides the physical force necessary to fracture and dislodge carbonized materials while chemical cleaners simultaneously dissolve the underlying oil matrix.
Ultrasonic Cleaning Technology Fundamentals
The effectiveness of ultrasonic degreasing systems stems from the physical phenomenon of acoustic cavitation combined with optimized solution chemistry.
The Principle Behind Ultrasonic Cleaning
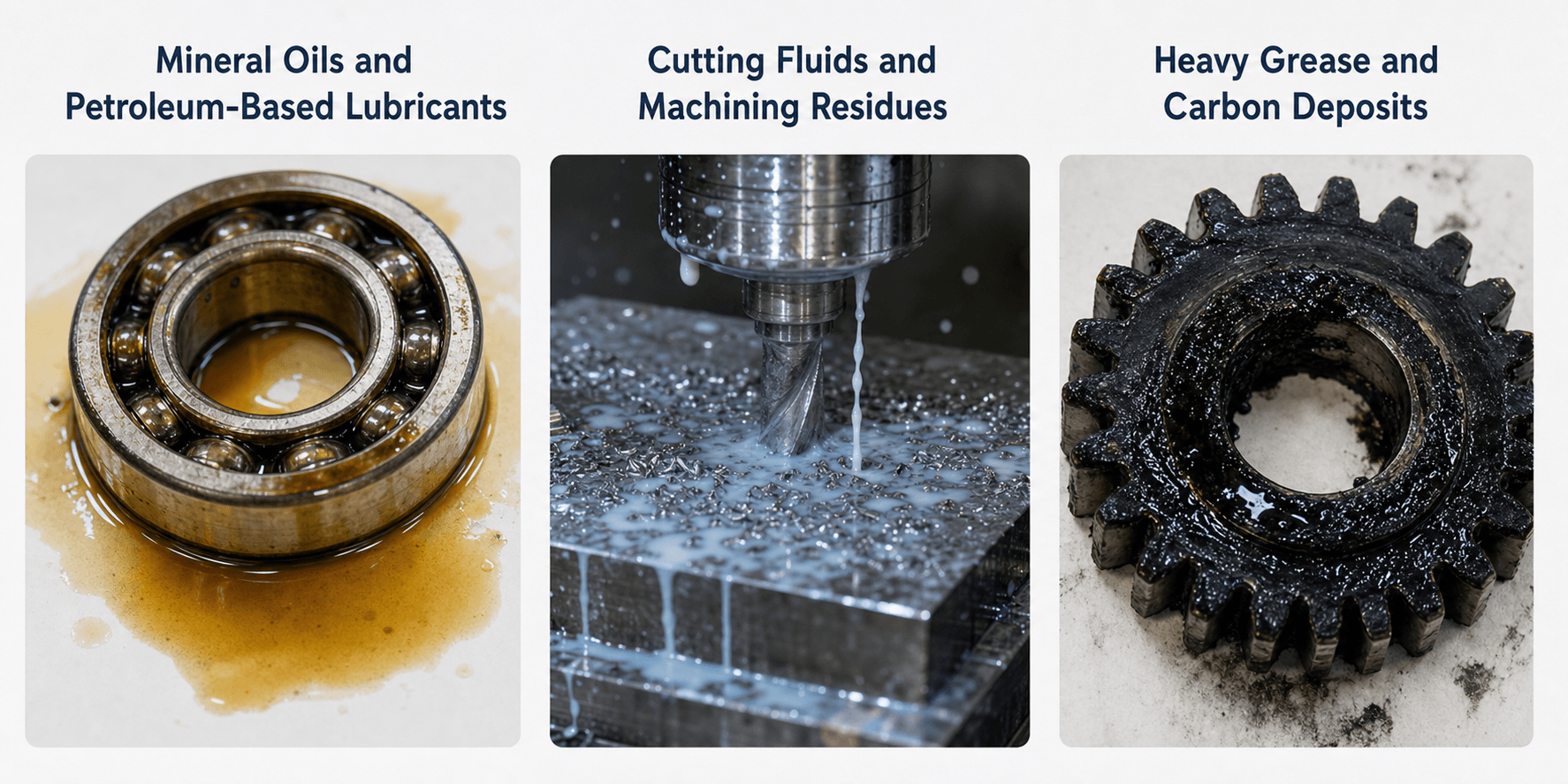
Cavitation Process and Mechanism
Ultrasonic transducers convert electrical energy into high-frequency mechanical vibrations that propagate through cleaning solution as pressure waves. These alternating compression and rarefaction cycles create microscopic vacuum bubbles during the low-pressure phase. When pressure increases, these bubbles collapse violently, generating localized temperature spikes exceeding 5,000 degrees Celsius and pressure pulses reaching thousands of atmospheres. These implosions occur millions of times per second throughout the cleaning solution, creating intense scrubbing action at all immersed surfaces including areas inaccessible to brushes or spray nozzles.
The cavitation intensity depends on several interrelated factors. Solution temperature affects vapor pressure and surface tension, with optimal cavitation occurring between 60 and 70 degrees Celsius for most aqueous cleaning applications. Dissolved gases reduce cavitation efficiency, which explains why degassed solutions clean more effectively. Solution viscosity also influences bubble formation, with lower viscosity fluids generally supporting more vigorous cavitation.
Frequency Selection for Degreasing Applications
Industrial ultrasonic cleaners operate across a frequency spectrum from 20 kHz to over 100 kHz. Lower frequencies around 25 to 40 kHz produce larger cavitation bubbles that collapse with greater energy, making them ideal for heavy degreasing applications on robust metal parts. The aggressive cleaning action at these frequencies efficiently removes thick grease deposits and carbonized residues but may prove too harsh for delicate components.
Higher frequencies between 68 and 130 kHz generate smaller bubbles with gentler implosions suited for precision cleaning of sensitive parts or final rinse operations. Some advanced systems employ dual or multi-frequency capability, allowing operators to adjust frequency based on contamination severity and substrate fragility. For general industrial degreasing of machined steel, aluminum, and cast iron components, frequencies between 28 and 40 kHz deliver optimal results balancing cleaning power with equipment durability.
Power Density Requirements
Effective degreasing requires sufficient ultrasonic power density, typically measured in watts per gallon or watts per liter of tank capacity. Industrial applications generally demand power densities between 40 and 100 watts per gallon, significantly higher than the 20 to 40 watts per gallon common in light-duty bench-top units. Inadequate power density produces weak cavitation insufficient to remove heavy oil contamination, resulting in extended cleaning cycles and incomplete results.
Power density distribution throughout the tank also affects cleaning consistency. Quality industrial systems employ multiple transducers strategically positioned to create uniform acoustic fields. This design prevents dead zones where parts receive inadequate ultrasonic energy. Some manufacturers incorporate sweep frequency technology that continuously varies the operating frequency across a narrow band, eliminating standing wave patterns that create hot spots and weak areas within the cleaning chamber.
12PCS Transducer for Industrial 2L Ultrasonic CLeaner
Industrial Ultrasonic Degreasing System Components
Properly engineered industrial ultrasonic cleaning machines integrate multiple subsystems designed for reliable performance in demanding production environments.
Tank Design and Material Selection
Industrial ultrasonic tanks are constructed from stainless steel alloys selected for corrosion resistance and acoustic properties. Type 316 stainless steel offers superior resistance to alkaline cleaning solutions commonly used for degreasing. Tank wall thickness must provide rigidity to prevent energy loss through flexing while maintaining efficient acoustic coupling between transducers and cleaning solution. Typical industrial tanks employ 12 to 10 gauge stainless steel, substantially heavier than consumer-grade equipment.
Tank geometry influences cleaning efficiency and loading capacity. Rectangular tanks optimize floor space utilization and facilitate basket loading systems. Depth should accommodate parts with adequate solution coverage while maintaining efficient ultrasonic transmission. Excessively deep tanks require higher power to maintain cavitation intensity throughout the solution volume. Most industrial degreasing applications utilize tanks between 12 and 24 inches deep.
Transducer Configuration
Ultrasonic transducers convert electrical signals into mechanical vibrations through piezoelectric ceramic elements. Industrial systems typically employ bolt-on transducers sealed in protective housings that mount to the tank bottom or sides. Bottom-mounted configurations provide direct energy transmission into the solution with minimal interference. Side-mounted transducers supplement bottom units in large tanks, ensuring uniform coverage throughout the cleaning zone.
Transducer quantity and spacing affect power distribution and cleaning uniformity. Manufacturers calculate transducer placement using acoustic modeling to achieve even energy distribution across the entire tank bottom. High-quality systems incorporate more transducers operating at lower individual power rather than fewer units driven at maximum capacity. This design approach improves reliability and extends transducer service life.
Heating Systems and Temperature Control
Elevated solution temperature enhances both chemical cleaning action and cavitation efficiency. Industrial ultrasonic degreasers incorporate immersion heaters or external heat exchangers to maintain precise temperature control. Heating capacity must offset heat losses from evaporation and tank surfaces while providing reasonable heat-up times for production efficiency. Systems designed for continuous operation typically employ 1 to 2 kilowatts of heating capacity per 25 gallons of solution volume.
Accurate temperature control prevents solution overheating that could damage temperature-sensitive parts or accelerate solution degradation. Digital temperature controllers maintain setpoints within plus or minus two degrees Celsius. Some systems incorporate programmable temperature profiles that vary heat during different cleaning cycle phases.
Filtration and Fluid Management
Effective degreasing removes substantial contamination from parts, requiring robust filtration to prevent redeposition and extend solution life. Industrial systems employ multiple filtration stages including coarse screens that capture large particles, bag filters for medium-sized debris, and optional fine cartridge filters for critical applications. Continuous recirculation through filtration systems maintains solution clarity and cleaning effectiveness.
Solution skimming devices remove floating oils and light contaminants from the surface before they redeposit on cleaned parts during removal from the tank. These systems employ weir arrangements or belt skimmers that continuously collect surface contaminants into separate collection containers. Oil separation extends solution bath life significantly by preventing accumulation of removed contaminants in the cleaning solution.

Granbo Industrial Ultrasonic Cleaner with Filter Circulation System
Cleaning Solution Chemistry for Oil Removal
Ultrasonic mechanical action combines with chemical cleaning agents to achieve complete degreasing. Solution selection depends on contaminant types, substrate materials, and environmental requirements.
Alkaline Detergent Formulations
Aqueous alkaline cleaners represent the most common chemistry for industrial ultrasonic degreasing. These formulations contain surfactants, builders, and chelating agents that emulsify oils and suspend removed contaminants. Alkaline pH levels between 10 and 13 provide saponification of organic oils while surfactants reduce surface tension enabling better wetting and penetration into crevices.
Modern alkaline ultrasonic detergents are engineered to produce minimal foam despite vigorous agitation from cavitation. Excessive foam dampens ultrasonic transmission and reduces cleaning efficiency. Formulations designed specifically for ultrasonic applications balance cleaning power with foam control. Concentration typically ranges from 2 to 10 percent by volume depending on soil loading and contamination severity.
Solvent-Based Solutions
Some industrial applications require organic solvent chemistry for removing specific contaminants incompatible with aqueous cleaning. Modified alcohol solvents and hydrocarbon blends dissolve petroleum oils effectively without the corrosion concerns associated with high-pH alkaline solutions. Solvent-based ultrasonic cleaning operates at lower temperatures than aqueous systems, typically between 40 and 50 degrees Celsius, due to flammability and evaporation considerations.
Flammable solvents necessitate specialized equipment with explosion-proof electrical components and closed-loop vapor recovery systems. These safety requirements increase system costs substantially compared to aqueous cleaning. For this reason, solvent ultrasonic degreasing remains limited to applications where aqueous chemistry cannot meet cleanliness specifications or where water-sensitive materials require solvent processing.
Aqueous versus Semi-Aqueous Systems
Semi-aqueous cleaners blend organic solvents with water and surfactant packages, offering performance characteristics between pure solvent and fully aqueous systems. These formulations typically contain 10 to 30 percent glycol ethers or terpene solvents in aqueous solution. The organic component enhances penetration and dissolution of heavy petroleum oils while the aqueous phase provides rinsability and reduced flammability compared to straight solvents.
Semi-aqueous chemistry suits applications involving heavy grease contamination on parts that can tolerate water exposure. The blended approach often achieves cleaning results comparable to pure solvents while eliminating the need for explosion-proof equipment and expensive vapor recovery systems.
Operating Parameters for Effective Degreasing
Successful ultrasonic degreasing requires optimization of multiple process variables that interact to determine cleaning effectiveness.
Temperature Optimization
Solution temperature profoundly affects cleaning speed and thoroughness. Chemical activity doubles approximately every 10 degrees Celsius increase within practical operating ranges. Simultaneously, elevated temperature reduces solution viscosity and surface tension, enhancing cavitation intensity and fluid penetration into contaminated surfaces.
For general industrial degreasing with alkaline cleaners, temperatures between 60 and 70 degrees Celsius provide optimal results. Lower temperatures extend cleaning times and may fail to remove heavy contamination completely. Excessive temperatures above 75 degrees Celsius risk damaging temperature-sensitive components, accelerate solution evaporation, and may reduce cavitation efficiency as solution approaches boiling point.
Specific applications may require temperature adjustment based on part materials and contamination characteristics. Aluminum parts often clean effectively at slightly lower temperatures around 55 to 60 degrees Celsius, reducing risk of surface etching from prolonged exposure to hot alkaline solutions. Carbonized deposits may benefit from temperatures approaching 70 to 75 degrees Celsius to soften hardened residues.
Cleaning Cycle Duration
Ultrasonic degreasing time depends on contamination severity, part geometry complexity, and cleaning chemistry effectiveness. Light oil films may require only 3 to 5 minutes of ultrasonic exposure, while heavy grease and carbonized deposits could demand 15 to 30 minutes for complete removal.
Operators should avoid unnecessarily extended cleaning cycles that waste time and energy without improving results. Proper practice involves establishing minimum effective cleaning times through trial processing and validation testing. Some advanced systems incorporate programmable cycle timers with multiple stages including initial degreasing, intermediate rinse, and final cleaning phases.
Part orientation and basket loading density affect required cleaning duration. Overcrowded baskets prevent adequate solution circulation and ultrasonic energy transmission to all surfaces. Parts should be positioned to allow free drainage and avoid nesting that traps contamination. Complex geometries benefit from basket rotation or repositioning during extended cleaning cycles to expose all surfaces to optimal cavitation intensity.
Solution Concentration Management
Cleaning solution effectiveness degrades as contamination accumulates and active ingredients deplete through chemical reactions and drag-out losses. Regular monitoring of solution concentration maintains consistent cleaning performance. Titration testing or conductivity measurement enables objective assessment of chemical strength.
Most industrial operations establish concentration limits based on contamination loading and bath age. Solutions typically require fortification when concentration drops to 50 percent of the initial charge level. Complete solution replacement becomes necessary when accumulated oils and suspended solids overwhelm filtration capacity or when chemical breakdown products compromise cleaning effectiveness. Properly maintained systems achieve solution life ranging from several weeks to several months depending on production volume and contamination levels.
Industrial Applications and Case Scenarios
Ultrasonic degreasing systems serve diverse industries facing oil contamination challenges across varied manufacturing processes.
Automotive Component Cleaning
Automotive manufacturing relies extensively on ultrasonic degreasing for engine components, transmission parts, fuel system components, and precision bearings. Machined engine blocks arrive from manufacturing operations contaminated with cutting fluids, metal chips, and protective oils. Ultrasonic cleaning removes these residues from cylinder bores, coolant passages, and oil galleries more completely than spray washing systems, preventing assembly defects and premature engine failure from contamination.
Remanufactured automotive parts require thorough cleaning before inspection and rebuilding. Ultrasonic degreasing removes accumulated road grime, burned oil deposits, and corrosion products without damaging underlying surfaces or removing critical coatings. The process cleans threaded holes, bearing surfaces, and internal passages that manual cleaning cannot adequately address.
Aerospace Parts Processing
Aerospace applications demand stringent cleanliness standards that ultrasonic degreasing systems reliably achieve. Turbine components, hydraulic valves, and fuel system parts require complete removal of manufacturing oils and particulate contamination to meet specification requirements. Ultrasonic cleaning validates through particle counts and surface cleanliness testing, providing documented evidence of contamination removal necessary for quality assurance compliance.
The nondestructive nature of ultrasonic cleaning preserves precision tolerances and surface finishes on expensive aerospace components. Mechanical scrubbing or abrasive cleaning methods risk dimensional changes or surface damage unacceptable in aerospace applications. Ultrasonic energy penetrates complex internal geometries without physical contact, cleaning areas inaccessible to conventional methods.
Manufacturing Equipment Maintenance
Production equipment maintenance benefits significantly from ultrasonic degreasing capabilities. Hydraulic pumps, motors, and valves accumulate contamination during service that causes premature wear and failure if not removed during overhaul. Ultrasonic cleaning disassembles years of accumulated varnish, sludge, and particulate contamination, restoring components to like-new condition.
Molds and tooling used in injection molding, die casting, and forming operations develop buildup of process lubricants and release agents that affect part quality. Ultrasonic degreasing removes these residues completely without damaging mold surfaces or fine detail. The process maintains mold cleanliness more efficiently than manual scrubbing while reducing cleaning chemical consumption and labor costs.

Granbo Industrial Ultrasonic Cleaning Equipment
Performance Advantages Over Traditional Methods
Ultrasonic cleaning technology offers substantial benefits compared to alternative degreasing approaches commonly employed in industrial facilities.
Comparison with Vapor Degreasing
Vapor degreasing systems use halogenated or hydrocarbon solvents heated to boiling to create vapor zones that condense on cooler parts, dissolving oils and grease. While effective for many applications, vapor degreasers present environmental and safety concerns due to solvent emissions and flammability risks. Regulatory restrictions on chlorinated solvents have limited vapor degreasing availability in many regions.
Ultrasonic aqueous cleaning eliminates these environmental concerns while achieving comparable or superior cleaning results. The mechanical scrubbing action from cavitation removes particulate contamination more effectively than solvent condensation alone. Operating costs for aqueous ultrasonic systems typically run lower than vapor degreasing when accounting for solvent consumption, disposal costs, and emissions control requirements.
Manual Cleaning Limitations
Manual cleaning methods using brushes, scrapers, and solvent wipes consume substantial labor time while achieving inconsistent results. Workers cannot access internal passages, blind holes, and complex geometries effectively through manual methods. The physical demands of manual degreasing contribute to worker fatigue and potential repetitive strain injuries.
Ultrasonic cleaning eliminates these labor requirements while improving cleaning consistency and thoroughness. A single operator can oversee multiple ultrasonic systems processing dozens or hundreds of parts simultaneously. The automated nature of ultrasonic processing reduces variability from operator technique differences, delivering uniform results regardless of workforce experience levels.
Cost-Efficiency Analysis
Initial investment in industrial ultrasonic cleaning equipment exceeds costs for simple immersion tanks or manual cleaning stations. However, total cost analysis reveals significant savings over equipment service life. Labor reduction alone often justifies ultrasonic system acquisition within one to three years depending on production volumes.
Additional savings emerge from reduced cleaning chemical consumption compared to spray washing systems that lose substantial solution through evaporation and drainage. Ultrasonic cleaning achieves thorough degreasing with lower chemical concentrations than spray or immersion methods require. Extended solution life and reduced wastewater generation further decrease operating costs while improving environmental performance.
Safety Protocols and Environmental Considerations
Proper safety practices ensure worker protection and regulatory compliance when operating industrial ultrasonic degreasing systems.
Operators should avoid placing hands or body parts in operating ultrasonic tanks. While ultrasonic frequencies used for industrial cleaning do not cause permanent hearing damage, prolonged exposure can produce discomfort. Quality industrial systems incorporate sound-dampening enclosures that reduce ambient noise levels below 80 decibels during operation.
Elevated solution temperatures present burn hazards requiring appropriate training and protective equipment. Tank lids and covers minimize heat loss while reducing solution evaporation and protecting operators from accidental contact with hot cleaning solution. Emergency stop controls should remain accessible to immediately halt operation if safety concerns arise.
Environmental responsibility requires proper handling and disposal of spent cleaning solutions containing removed oils and metal particles. Solutions should be tested to determine appropriate disposal methods complying with local wastewater discharge regulations. Oil-water separation and chemical precipitation may be necessary before discharge to sanitary sewer systems. Some facilities employ closed-loop solution recycling that extends bath life indefinitely through continuous contaminant removal and chemical replenishment.
Maintenance Requirements for Optimal Performance
Regular maintenance preserves cleaning effectiveness and extends ultrasonic system service life. Daily operations should include verification of solution temperature, level, and visual clarity. Solutions showing heavy contamination or surface oil accumulation require filtration system inspection and possible solution fortification or replacement.
Weekly maintenance includes cleaning of tank surfaces, heaters, and transducer faces to remove accumulated deposits that interfere with ultrasonic transmission. Inspection of electrical connections, heating elements, and transducer mounting bolts ensures reliable operation. Any unusual noises or vibrations during operation warrant immediate investigation as these symptoms may indicate transducer failure or loose mounting hardware.
Monthly or quarterly maintenance schedules should incorporate professional testing of ultrasonic output using hydrophone measurement or foil erosion testing. These objective assessments verify that systems maintain specified power levels and frequency stability. Declining performance may indicate transducer degradation, generator problems, or tank damage requiring professional service.
Proper preventive maintenance programs minimize unexpected downtime while maintaining consistent cleaning results. Well-maintained industrial ultrasonic systems regularly achieve service lives exceeding 15 to 20 years with only routine transducer replacement and normal wear component service.



